

08
2022
-
06
带你了解轧辊的材质和常见问题
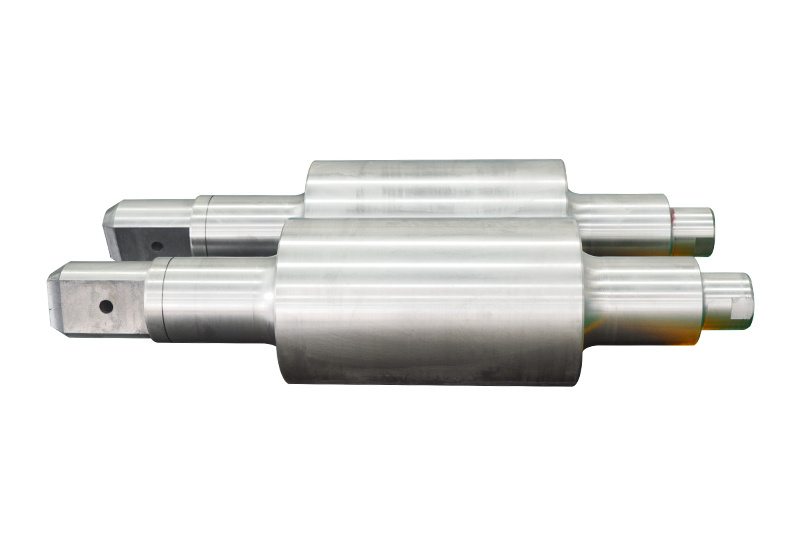
轧辊是对(轧制)金属进行塑性变形的工具,是决定轧机效率和轧材质量的重要易损件。轧辊是轧钢厂中轧机的重要组成部分,它利用一对或一组轧辊产生的压力来轧制钢材。它主要受轧制过程中的动、静载荷、磨损和温度变化的影响。那么,轧辊有什么特点和常见问题呢?下面一起来看。
一、轧辊的分类和材质
1.分类:通常使用轧辊有两种,分别是冷轧轧辊和热轧轧辊。
2.冷轧制成的材料种类很多,如9Cr、9Cr2等。这种类型的辊有两个要求:一是.辊的表面需要淬火;二是其表面硬度需要在HS45到105之间。
热轧轧辊的材质一般为60CrMnMo、55Mn2等。这种类型的轧辊可用于广泛的领域,如型钢、棒材、螺纹钢、高速线材、无缝钢管、钢坯切割等。它承受强大的轧制力,严重磨损和热疲劳。而且热轧辊工作温度高,允许单位工作量的直径磨损,所以不要求表面硬度,只要求强度、韧性和耐热性高。热辊只采用整体正火或淬火,表面硬度要求HB190~270硬度。
二、常见的轧辊失效形式和原因
1、裂缝。裂纹主要是由于局部压力过大和轧辊快速冷却加热造成的。在轧机上,如果乳化液喷嘴堵塞,导致轧辊局部冷却条件差,就会产生裂纹。因为冬天温度低,比夏天更容易开裂。
2、脱皮。如果裂纹继续发展,就会形成块状或片状剥落。脱皮轻的可以重新打磨再用,脱皮严重的就报废。
3、划坑痕。坑痕主要是由于带钢的焊缝或其他杂物进入轧机,使轧辊表面留下不同形状的坑痕。通常,需要更换带槽辊。当带钢焊缝质量不好时,轧制作业通过焊缝时,应上提下压,防止擦伤。
4、黏辊。黏辊又称粘棍的原因是在冷轧过程中出现断片、波浪折叠、断边,在高压和瞬时高温时容易形成钢带与轧辊的粘结,造成轧辊小面积损坏。通过磨削,消除表面裂纹后,滚筒仍可继续使用,但使用寿命明显降低,在以后的使用中容易发生脱皮事故。
5、夹棍。主要是由于压下量过大造成的带钢重皮或轻微折叠和带钢跑偏造成的重皮。当辊被严重夹住时,辊会被粘住,带材会开裂。当夹送辊轻微时,带钢和辊上都有夹痕。
6、断裂。轧辊断裂的主要原因是过压(即轧制压力过大)、轧辊内部缺陷和由轧辊温度不均匀引起的应力场。
轧辊
上一页
上一页
我司被中国铸造协会授予“铸造高速钢轧辊生产基地”和中国铸造“专特精新”
2025-07-31
2025-06-17
24年6月阿根廷ACERBRAG GROUP来公司洽谈业务合作
2024-06-12
2024-05-15
2024-06-06
2024-05-23
The way to contact us
您需要什么帮助?
感谢您访问官方网站,如您有任何建议或合作意向,请通过以下方式联系我们,我们会尽快给予回复,谢谢!
以质量求生存 以服务为宗旨 以共赢为目的
辽宁省亿联盛新材料有限公司
地址:辽宁省朝阳市朝阳县朝阳柳城经济开发区
营销副总宫经理: 156-4262-8686
营销副总李经理: 133-9305-3288
外销经理于经理: 135-1315-6826
邮箱:ylsxcl@163.com